*
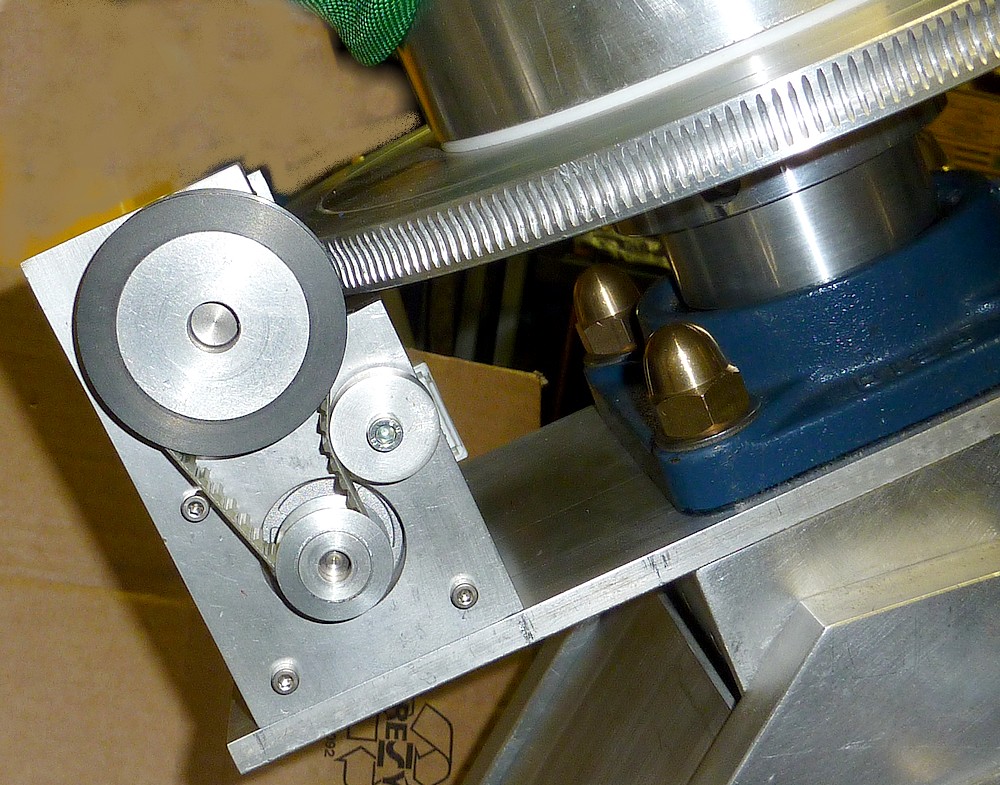
Testing the mounting drives with AWR threw up some obvious problems. The RA motor kept stalling and groaning loudly. I decided this was probably due to the drive belt being too tight. So I dismantled the housing and replaced the large aluminum pulley with the original urethane bush. The motor then turned happily enough. Though slews did seem rather slow.
The Dec drive had no problem turning the worm but the worm wasn't even touching the wormwheel! I had to remove the drive system and make adjustment slots in the main support plate for the fixing screws. I'm not sure how the worm/wheel distance changed from perfect to missing the wheel completely. Presumably this was due to changed position of the flange bearings during re-assembly.
I am working comfortably in the shed now that the temperature has risen to 43F. It was miserable working earlier in the week at 28-34F.
The motor stalling problems proved to be simply a lack of balance. With the wormwheels engaged in their worms it was difficult/impossible to judge the overall balance of the bare mounting. So I just kept adding G-cramps to the saddle until the declination axis was balanced. It took almost my compete collection and I had to disengage the worm to allow the bearings to run free. After that I could re-engage the worm in its wheel.
From that point on there was no problem slewing. From numerous RA slews of 90° against the clock I was able to confirm slightly better than 45° of axis rotation per minute. The Declination slews were slightly faster at 50° per minute. While it certainly looks slow while watching the mounting axes rotate I think 45 degrees per minute is very reasonable. Four minutes to cross the sky from East to West? Not bad at all IMO. Though it should be realised that a long and heavy OTA will have considerable moment. Whether this affects slewing speed I am really not sure.
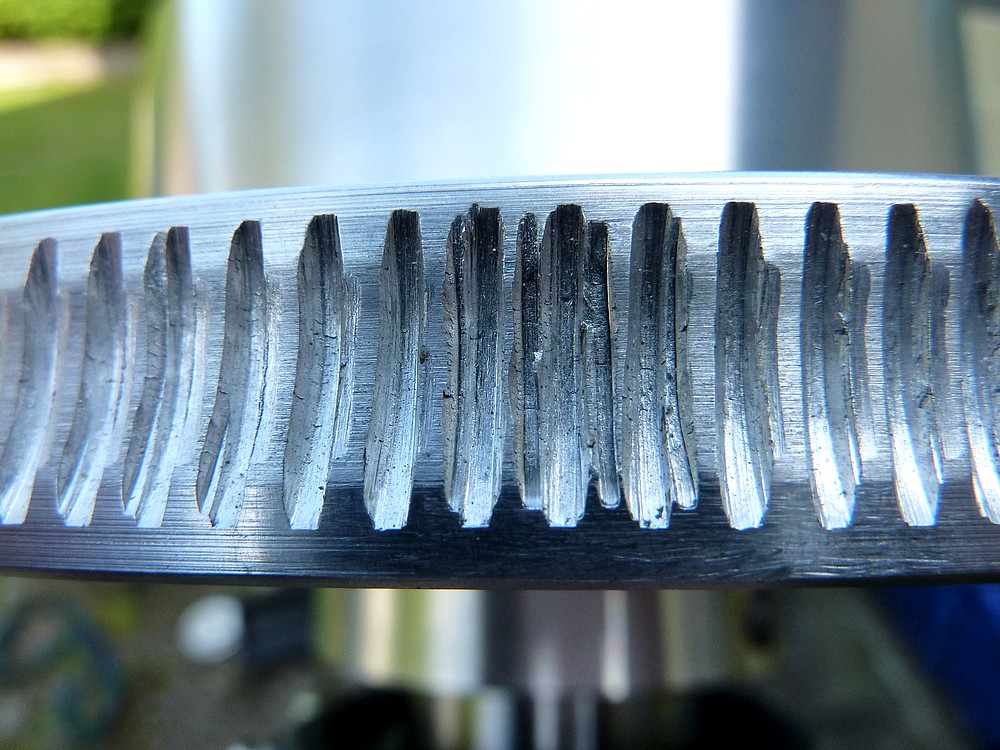
 At first I could hear a cyclic grating sound. Which proved to be the RA worm rubbing eccentrically on its wormwheel. The worm is obviously not perfectly true and the mating surfaces not remotely polished. The wormwheel teeth [slots] were very rough and grubby as supplied. I had scrubbed them with a toothbrush to remove most of the debris. Whether it would be safe to lap the worms and wheels together I am unsure.
At first I could hear a cyclic grating sound. Which proved to be the RA worm rubbing eccentrically on its wormwheel. The worm is obviously not perfectly true and the mating surfaces not remotely polished. The wormwheel teeth [slots] were very rough and grubby as supplied. I had scrubbed them with a toothbrush to remove most of the debris. Whether it would be safe to lap the worms and wheels together I am unsure.
Beacon Hill's Barrie Watts suggested using only light oil for lapping on his wormwheels. Not to use any form of abrasive. So I added a drop of light oil to the RA worm and it fell silent during slews. Given the roughness of the wormwheel teeth it might be worth using something like Brasso or Solvol Autosol to speed up the polishing action. The worm shaft bearings will have to be protected from abrasive migrating along the shaft.
 Beacon Hill quality?
Beacon Hill quality?
Quote from the Beacon Hill website: "They are the most accurate worm and wheel sets available to astronomers in this country."
"The matching stainless steel worms are held in sealed roller bearings in substantial brackets and are fully adjustable to eliminate any developing end float."
 It would help if the worm was actually stainless steel instead of brass. Stainless steel is very hard to wear away so it would polish the teeth of the wormwheel nicely without damaging itself. Brass? I am not so sure it wouldn't wear more rapidly than the aluminium wheel. How hard would it be to make matters any worse than the images above?
It would help if the worm was actually stainless steel instead of brass. Stainless steel is very hard to wear away so it would polish the teeth of the wormwheel nicely without damaging itself. Brass? I am not so sure it wouldn't wear more rapidly than the aluminium wheel. How hard would it be to make matters any worse than the images above?
Barrie Watts of Beacon Hill is well aware of the problem regarding his false advertising and shoddy goods and service but has made no attempt to contact me. He continues to blame a very elderly machinist in his employ. Caveat Emptor!
The motor stalling problems proved to be simply a lack of balance. With the wormwheels engaged in their worms it was difficult/impossible to judge the overall balance of the bare mounting. So I just kept adding G-cramps to the saddle until the declination axis was balanced. It took almost my compete collection and I had to disengage the worm to allow the bearings to run free. After that I could re-engage the worm in its wheel.
From that point on there was no problem slewing. From numerous RA slews of 90° against the clock I was able to confirm slightly better than 45° of axis rotation per minute. The Declination slews were slightly faster at 50° per minute. While it certainly looks slow while watching the mounting axes rotate I think 45 degrees per minute is very reasonable. Four minutes to cross the sky from East to West? Not bad at all IMO. Though it should be realised that a long and heavy OTA will have considerable moment. Whether this affects slewing speed I am really not sure.

Beacon Hill's Barrie Watts suggested using only light oil for lapping on his wormwheels. Not to use any form of abrasive. So I added a drop of light oil to the RA worm and it fell silent during slews. Given the roughness of the wormwheel teeth it might be worth using something like Brasso or Solvol Autosol to speed up the polishing action. The worm shaft bearings will have to be protected from abrasive migrating along the shaft.
 Beacon Hill quality?
Beacon Hill quality?Quote from the Beacon Hill website: "They are the most accurate worm and wheel sets available to astronomers in this country."
"The matching stainless steel worms are held in sealed roller bearings in substantial brackets and are fully adjustable to eliminate any developing end float."
In reality the worms are brass and the ball bearings are held in place in their channel profiles by one tiny grub screw and shellac. Over-tightening the grub screw simply stops the bearing from rotating! A retaining plate fixed to the free end of the profile would seem essential. Just to stop the bearings being forced out of their "housings" due to the end loads on the worm.
It took two attempts and two months to get anywhere near the bore size I ordered. [50mm] In a fit of total madness [and growing impatience] I eventually accepted a pair of worms and wheels with 60mm bores. Then made brass sleeves in my own lathe to match my axes to the oversized bores. I was too ashamed at the time to share these images of the absolutely pitiful machining quality. Where else would I get an 11" wormwheel? Except from Byers in the US with the price doubled by freight, customs charges and import taxes!
It took two attempts and two months to get anywhere near the bore size I ordered. [50mm] In a fit of total madness [and growing impatience] I eventually accepted a pair of worms and wheels with 60mm bores. Then made brass sleeves in my own lathe to match my axes to the oversized bores. I was too ashamed at the time to share these images of the absolutely pitiful machining quality. Where else would I get an 11" wormwheel? Except from Byers in the US with the price doubled by freight, customs charges and import taxes!
 It would help if the worm was actually stainless steel instead of brass. Stainless steel is very hard to wear away so it would polish the teeth of the wormwheel nicely without damaging itself. Brass? I am not so sure it wouldn't wear more rapidly than the aluminium wheel. How hard would it be to make matters any worse than the images above?
It would help if the worm was actually stainless steel instead of brass. Stainless steel is very hard to wear away so it would polish the teeth of the wormwheel nicely without damaging itself. Brass? I am not so sure it wouldn't wear more rapidly than the aluminium wheel. How hard would it be to make matters any worse than the images above?Barrie Watts of Beacon Hill is well aware of the problem regarding his false advertising and shoddy goods and service but has made no attempt to contact me. He continues to blame a very elderly machinist in his employ. Caveat Emptor!
Click on any image for an enlargement.
*
































{kind=link}